
Scroll Down

Overhead conveyors offer a unique solution for facilities looking to maximize floor space and streamline material movement above the work zone. These systems suspend products from a track or rail, allowing items to travel overhead while freeing up valuable ground-level real estate. KPI Solutions designs and implements overhead conveyor systems that support complex routing, vertical integration, and efficient use of cubic space.
How Overhead Conveyors Work
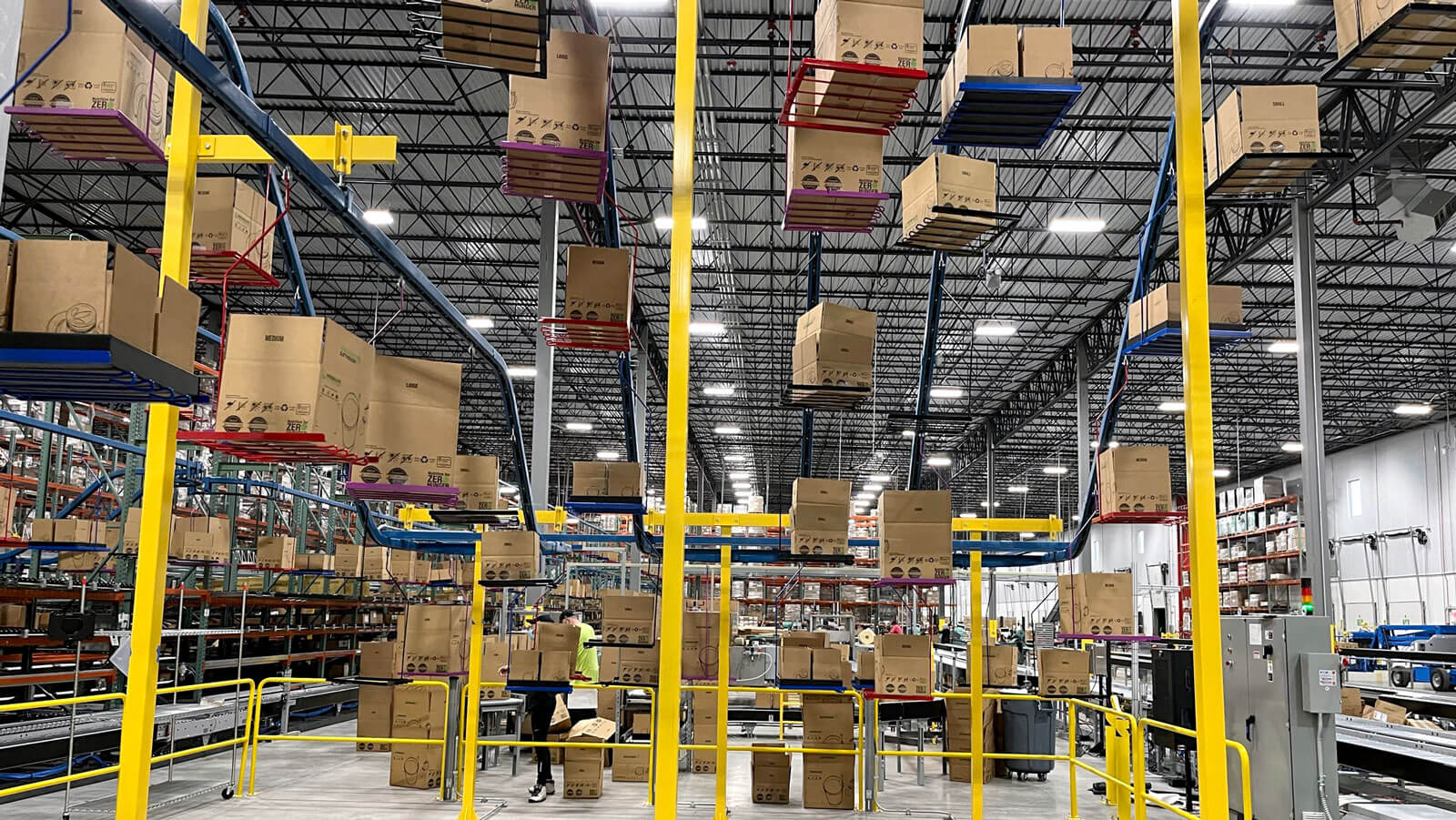
Overhead conveyors use a continuous track system mounted above the workspace. Products are attached to carriers, hooks, or trolleys that move along the track, either by gravity or powered drive units. Depending on the system type, such as enclosed track, I-beam, or power-and-free, items can be routed through multiple zones, paused for processing, or diverted to different destinations.
These systems are especially useful in environments where floor space is limited. They are often used for trash and corrugate takeaway to free up valuable floor workspace.
Features and Benefits
Suspended conveyor systems provide a distinct set of advantages that make them ideal for certain industries such as automotive assembly, apparel for goods-on-hanger use, or for small items that can be transported safely in a bag. Their ability to operate above the floor allows for more efficient use of space and better coordination between processes.
Key benefits include:
-
 Space Optimization: Frees up floor space for personnel, equipment, or additional processes.
Space Optimization: Frees up floor space for personnel, equipment, or additional processes.
-
 Multi-level routing: Supports vertical movement between floors or mezzanines.
Multi-level routing: Supports vertical movement between floors or mezzanines.
-
 Scalable design: Can be expanded or reconfigured as operations grow.
Scalable design: Can be expanded or reconfigured as operations grow.
-
 Reduced congestion: Keeps product flow separate from foot traffic and forklift paths.
Reduced congestion: Keeps product flow separate from foot traffic and forklift paths.

Design Considerations
Designing an overhead conveyor system requires careful planning around load capacity, carrier spacing, track layout, and environmental conditions. The type of conveyor, whether power-and-free, monorail, or hand-pushed, must be selected based on product weight, process requirements, and desired automation level.
KPI Solutions uses 3D modeling and simulation tools to evaluate ceiling height, structural support, and integration points with other systems. We also assess safety requirements, such as guarding and emergency stops, to ensure compliance and worker protection.

Operational Impact
Overhead conveyors can dramatically improve workflow efficiency by enabling continuous movement through multiple stages of production or handling. They reduce the need for manual transport and allow for better coordination between departments. Facilities often see improvements in throughput, space utilization, and process consistency.

Customization and Modularity
KPI Solutions offers overhead conveyor systems that are tailored to each facility’s layout and operational goals. Whether you need a simple loop for staging or a complex multi-zone system with accumulation and diversion, we can design a solution that fits your space and integrates with your broader automation strategy.
Hybrid systems that combine overhead conveyors with floor-level technologies, such as belt or MDR conveyors, can further enhance flexibility and throughput.

Lifecycle and Maintenance
Overhead conveyors are built for durability but require regular inspection to ensure safe and reliable operation. Maintenance typically involves checking track alignment, lubricating moving parts, and inspecting carriers or trolleys for wear. KPI Solutions provides maintenance planning and support to help clients extend system life and minimize downtime.

Industry Applications
Overhead conveyors are routinely used in automotive manufacturing, apparel distribution, and e-commerce operations, as well as for trash takeaway. Their ability to move products through multiple stages without occupying floor space makes them especially valuable in high-density or process-driven environments.
Let’s Build a Conveyor System That Works for You
As warehouses evolve, belt conveyors remain the backbone of product movement. They offer the flexibility, dependability, and integration readiness needed to support modern automation strategies.
Whether you require a standalone conveyor line or a fully integrated warehouse automation solution, KPI Solutions can design, deploy, and maintain belt conveyor systems that move your business forward.
Contact us today to discover how KPI Solutions can design a conveyor strategy tailored to your specific supply chain needs.
Get in touch today to optimize order fulfillment and achieve unparalleled accuracy and speed.